上海静动平衡机制造有限公司 平衡机|动平衡机|风机平衡机|主轴跑合机
19941910548

2023-11-21 06:10:16
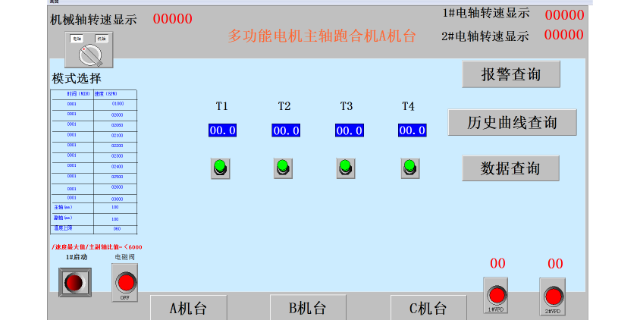
主轴跑合特色:1、操作简单、携带方便,监控主轴,提供主轴过温降速及超温停机两套保护功能。2、智慧跑合程序控制,采渐进式提速,完成主轴的跑合,提供更专业的主轴性能检测。3、保护测试过程中,轴承不会因为异常温升,影响精度与预压量,或性能衰竭或损毁。4、温度传感器具有自我检知功能,如监控过程中温度传感器发生异常,系统自动警报。5、温度传感器具高度可靠性,天津使用跑合机,本系统具有温度校正之功能,不必担心更换温度传感器。6、安全跑合设计,具自动升速和自动降速之功能,可设定先升、后降、再升速的模式。7、可以自由设定主轴每一段转速的正、反转方向,方便快甩润滑油脂,天津使用跑合机,缩短跑合时间。8,天津使用跑合机、提供手动与自动两种跑合模式,可以有效缩短主轴跑合的时间,并且提高生产效率。通过了解主轴的结构和工作原理,遵循正确的维修程序,可以确保主轴的可靠性和性能。天津使用跑合机
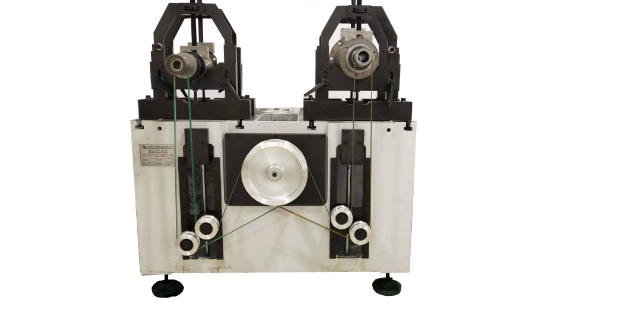
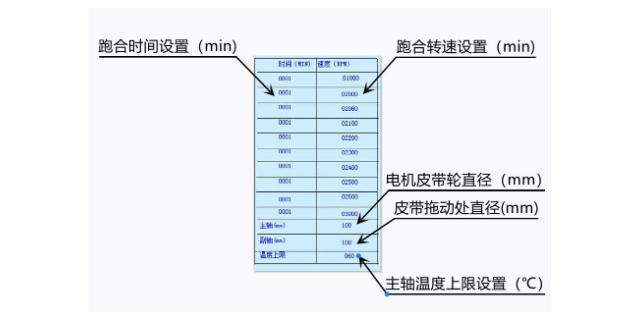
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质江苏小型跑合机在主轴尾端安装有一用于装卡的压力缸,该压力缸通过安装在空心主轴中的拉杆控制安装在主轴前端的装卡装置。
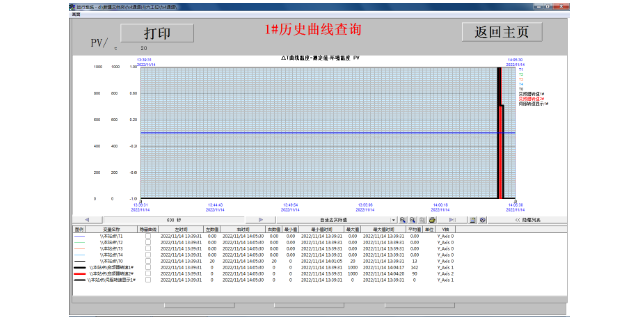
新机器所有系统都是新的,还会有多余的润滑油脂,如果刚开始电机主轴就进行高负荷运行,那么机器它的零件磨损和间隙就会加大,所以需要磨合,使它的润滑系统适应工作强度。在常年恒温的房间里主轴电机由慢速逐步增加到主轴的高转速,需要进行一段长时间的跑合程序用来观察主轴性能的稳定情况,确保滚动体与轨道之间的有效磨润,在这个跑合的过程当中,有转速的控制,还有震动的控制,这些都会得到相应的测试数据,通过量化加载和在线监测,图表分析等等,更科学的反应机床主轴的传动系统的制造和装配质量,方便我们的技术人员对产品进行技术改造和产品更新
1、主轴在开机前将电动主轴连接到油管上,安装时不得将水管和油管连接错。主轴的左右两侧为水管,中间为油管(数控钻铣机床主轴为润滑脂润滑,不建议采用上述方法)。 2、在使用电主轴时,应先连接油雾管点,并清洗管端接头,防止污垢进入轴承内,使轴承烧毁。操作时应看电主轴前端部稍有油雾泄出后,才能启动电主轴,油雾润滑建议采用5号主轴油调节,进油管为20-30滴/分,经常查看不能断油,否则会造成主轴损坏。 3、在操作过程中,主轴在关闭油雾前*停止转动,以延长使用寿命,并说明启动不宜太频繁。 4、在使用电主轴之前,检查砂轮连杆是否同轴。如果不同轴超过0.03mm,则应还砂轮接杆。否则既损坏电主轴,磨削也做不好。机床主轴 跑合台 高速轴跑合 电主轴高速跑合设备。

加工中心具有存储刀具的刀库,刀具和刀夹组合好后按给定的位置存入刀库。加工过程中需要更换刀具时,根据程序指令,由机械手将已已不再受夹紧力的刀具连同刀夹从主轴中取出,放回刀库中给定的位置,然后再将所需要的刀具连同刀夹从刀库中取出并插入主轴中的弹簧夹头内。当机械手将新换的刀具连同刀夹插入主轴中的弹簧夹头2内后,刀夹1的尾部顶在定位螺钉5的端面上。这时发出夹紧信号,主轴后端液压缸左腔进入液压油,液压缸活塞23向右移动从位,在碟形弹资18和20弹簧力的作用下,刀夹1被弹簧夹头2夹紧和拉紧。松开刀夹1时,为使主轴轴承免受来自液压缸活塞的推力,采用了卸荷结构。即在液压缸支架I9与主轴箱14之间采用浮动连接方式,液压缸支架I9是用螺钉与连接座I5固定联接的,而连接座15则使用螺钉17通过连接弹簧16压紧在主轴箱14后端面上的。当液压缸右腔通液压油而活塞23左移时,液压缸的右端面也同时承受压力,此时整个液压缸支架19及连接座15压缩连接弹簧16向右移动,连接座15的右端面压紧主轴上的圆螺母13,这样在松开刀夹1时,液压作用力直接由连接座15及液压缸支架19承受,因此主轴不承受液压推力作用。定期的维护和检查也有助于预防故障,延长设备的使用寿命。天津使用跑合机
由于电主轴电机装在主轴单元壳体内,所以主轴电机不能直接采用风扇散热,自然散热条件也比较差。天津使用跑合机
(2)故障处理:更换前轴承及润滑脂,调整轴承游隙,手工研磨主轴内锥孔定位面,用涂色法检查,更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。 (3)改进措施:①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;③合理安排加工工艺,避免材料切除率陡变;④严禁超负荷运行,有故障应及时报修,不得带病运行。 在产品的试验过程中,发现主轴运转噪声很大,严重影响机床精度,轴承的使用寿命也缩短,通过对该产品的主轴结构和装配过程进行分析,找出装配精度超差的原因,并根据发现的问题,提出新的装配工艺方法,解决了装配精度超差的问题。 主轴采用两点支撑,主轴前端采用双列圆柱滚子轴承和双列圆柱滚子轴承组合支撑,通过锁定螺母调整轴承间隙,后端采用双列圆柱滚子轴承支撑,通过两个锁定螺母调整游隙。主轴端部短锥用于工装夹具的定位,并通过端面键传递扭矩,主轴传动通过多楔带轮经花键法兰盘传递到主轴,以消除带轮对主轴的径向张紧力,提高主轴刚度。天津使用跑合机