企业免费推广平台

上海静动平衡机制造有限公司平衡机|动平衡机|风机平衡机|主轴跑合机
199****0548
轴的修复方法有很多,如补焊加工、电刷镀、热喷涂等。。随着现代修复技术的不断出现,我们也可以选择索蕾碳纳米高分子材料技术进行修复。接下来,让我们通过对比分析,找出哪种轴修复方法更好。。1. 补焊机加工:这种方法修复精度高,但存在热应力问题,北京跑合机互惠互利,容易导致轴弯曲变形,可能造成焊接部位出现裂纹,北京跑合机互惠互利,使用过程之中存在轴断裂的风险。。另外,北京跑合机互惠互利,补焊机加工不能对大型设备的轴磨损问题进行在线修复。拆装运输会增加维修成本和维修周期,整体性价比较低。由于电主轴电机装在主轴单元壳体内,所以主轴电机不能直接采用风扇散热,自然散热条件也比较差。北京跑合机互惠互利
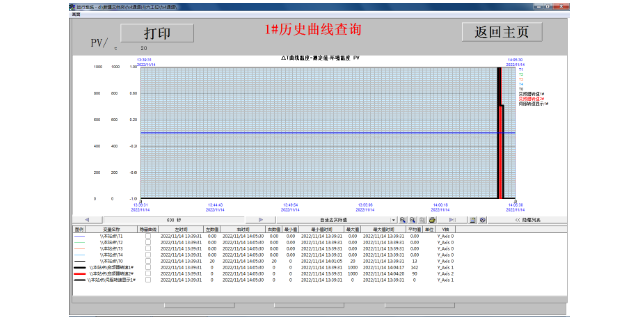
新机器所有系统都是新的,还会有多余的润滑油脂,如果刚开始电机主轴就进行高负荷运行,那么机器它的零件磨损和间隙就会加大,所以需要磨合,使它的润滑系统适应工作强度。在常年恒温的房间里主轴电机由慢速逐步增加到主轴的高转速,需要进行一段长时间的跑合程序用来观察主轴性能的稳定情况,确保滚动体与轨道之间的有效磨润,在这个跑合的过程当中,有转速的控制,还有震动的控制,这些都会得到相应的测试数据,通过量化加载和在线监测,图表分析等等,更科学的反应机床主轴的传动系统的制造和装配质量,方便我们的技术人员对产品进行技术改造和产品更新北京跑合机互惠互利加工中心通常使用霍尔元件进行方位检测。
2.近几年来,高速数控机床传动系统取消了带轮传动和齿轮传动,其通过一种电主轴将高速数控机床的主传动链的长度缩短为零,实现了机床的“零传动”,具体来说,电主轴是将机床主轴与电主轴电机融合的一种新技术,它的出现将主轴部件从机床传动系统中相对出来,使机床的设计进入新的篇章。3.电主轴由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置组成,因为将这么多的部件集成于一主轴内,所以电主轴的制造困难提升,而且电主轴对于高速数控机床来说是一个重要部件,高速数控机床的精度与电主轴的精度直接相关,故电主轴的检测尤为重要。
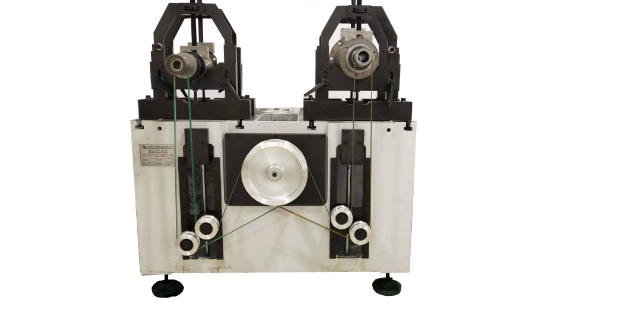
3.根据权利要求1或2所述的机械主轴自动跑合台,其特征在于:所述机械主轴自动跑合台还包括分别与所述主动轮和所述第二主动轮相适配的张紧轮和第二张紧轮。4.根据权利要求3所述的机械主轴自动跑合台,其特征在于:所述张紧轮和所述第二张紧轮至少为一个且能在竖直平面上进行位置调节。5.根据权利要求1或2所述的机械主轴自动跑合台,其特征在于:所述控制系统包括温度传感器、速度传感器和与所述温度传感器和速度传感器连接的显示屏。6.根据权利要求3所述的机械主轴自动跑合台,其特征在于:所述控制系统包括温度传感器、速度传感器和与所述温度传感器和速度传感器连接的显示屏。霍尔元件的固定螺丝在长时间使用之后会松动。
当机械手将使用过的刀具连同刀夹取出后,主轴后端的液压缸活塞中心孔通入压缩空气,经垫圈22的径向孔进入主轴前端弹簧夹头2内,将夹头内的脏物或铁屑吹掉,从而保证弹赞夹头与刀夹接触面的清洁。3、主轴准停装置。主轴11前端装有定位块29,刀夹1插入时,其上的缺口必须与定位块29对准,使定位块正好与刀夹1的缺口相接合,以在切削加工时传递转矩。当机械手抓取刀具及刀夹1时,刀夹1的缺口位置就在机械手中固定,这就要求主轴11上的定位块29每次必须停止在一个相对固定的位置上,这样才能顺利地实现刀具的安装。凸轮27和凸轮28是供主轴准停用的凸轮。确保设备完全断电。 使用合适的工具,拆下主轴。 标记和记录每个部件的位置,以确保重新组装的准确性。福建跑合机供应商家
加工中心主轴温度标准一般在35-45摄氏度之间,需要根据不同型号和品牌的加工中心具体情况设置。北京跑合机互惠互利
主轴电机的预热主轴电机预热是保证电机轴系能有一个良好的工作精度,这是每天开机时都要做的工作!请记住:高速电机在预热得情况下开始工作才能保证良好的工作精度!下面以额定功率上限速度为10000rpm的主轴电机举例,列出常用主轴电机的具体的预热工作程序,请大家在实际中参照不同型号电机的不同转速参数值,从低速开始按照2000转为级差进数进行预热。预热电机时注意:装卡刀具之前一定要清洗压帽、卡头和转子,并将刀具装卡到位。北京跑合机互惠互利
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
上海静动平衡机制造有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

