企业免费推广平台

上海静动平衡机制造有限公司平衡机|动平衡机|风机平衡机|主轴跑合机
199****0548
1、刀具自动夹紧装置。刀具自动夹紧装置中刀夹1的内孔用来安装刀具,刀夹1的夹紧与松开动作由弹簧夹头2和轴向拉紧机构控制。弹簧夹头2与拉套10采用螺纹联接,拉套10左端螺纹部分开有轴向槽,其内孔为锥孔,锁紧件8旋入拉套10左端内螺纹孔内,在锁紧件8外锥体的作用下,拉套10开有轴向槽的螺纹部分与弹簧夹头2上的螺纹联接锁紧。主轴11后端有碟形弹簧18,在弹簧力的作用下,拉套10向右拉紧弹簧夹头2,浙江销售跑合机,将刀夹1紧紧夹住。为使刀夹1在主轴孔内准确定位,固定在主轴11上的定位小轴6上有一颗定位螺钉5,其端面是刀夹1的轴向定位面。装在拉杆9右端的碟形弹簧20,使拉杆9经常承受向右的弹簧力,浙江销售跑合机,固定在拉杆9左端的定位套筒7内的钢球4就将刀夹1右端轴颈夹持并向右拉动,直至刀夹1右端面紧靠在定位螺钉5的定位端面上,浙江销售跑合机。在维修前,必须准确地确定主轴的故障状况。浙江销售跑合机
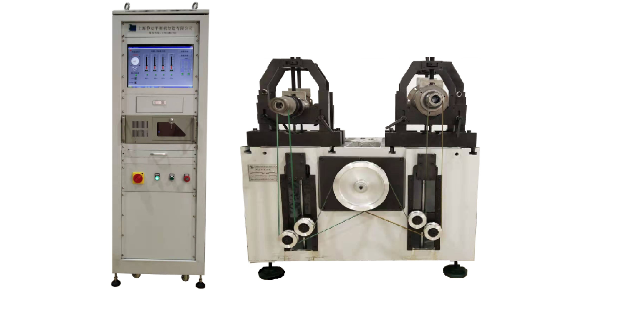
机床主轴跑合测控系统具有重要实际意义:1.解决了主轴跑合时人为操作精度差、效率低、资源浪费等问题。2.通过定量加载、在线监控、图表分析等方法,能够更加科学地反映机床传动系统的制造和装配质量,从而判断主轴的优劣。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。天津跑合机批发加工中心的主轴是关键部件之一,其运行状态直接影响加工质量和设备寿命。同时也会缩短主轴的使用寿命。
2. 电刷镀:这种轴修复方法可以实现在线修复,但电刷镀镀层受磨损量的限制,电刷镀镀层厚度一般小于0.2mm。。当磨损量大于0.2mm时,电刷镀效率将成倍下降,而如果电刷镀层过厚,电刷镀层在使用过程之中容易脱落,使用寿命短。3. 热喷涂:这种方法的主要局限性是涂层与基体的结合强度低,涂层有气孔,韧性差,有残余应力,可加工性差,热喷涂热效率低,材料利用率低。4. 碳纳米高分子材料技术:该修补材料具有良好的性能,通过表面涂油、打磨、清洗等,增加了材料的表面粘接面积和。确保材料不会脱落。该技术可在现场在线修复,在线修复过程之中无需高温,保护设备本体不受损坏,不受修复过程中轴侧磨损量的限制。。之外,该技术不需要对设备进行大量的拆卸,只需要对维修部件进行拆卸,缩短了企业的停机时间,减少了企业的损失。
新机器所有系统都是新的,还会有多余的润滑油脂,如果刚开始电机主轴就进行高负荷运行,那么机器它的零件磨损和间隙就会加大,所以需要磨合,使它的润滑系统适应工作强度。在常年恒温的房间里主轴电机由慢速逐步增加到主轴的高转速,需要进行一段长时间的跑合程序用来观察主轴性能的稳定情况,确保滚动体与轨道之间的有效磨润,在这个跑合的过程当中,有转速的控制,还有震动的控制,这些都会得到相应的测试数据,通过量化加载和在线监测,图表分析等等,更科学的反应机床主轴的传动系统的制造和装配质量,方便我们的技术人员对产品进行技术改造和产品更新霍尔元件的固定螺丝在长时间使用之后会松动。

由于轴承内有高速油脂,在运输过程中或长时间不使用,油脂状态会改变,通过磨合使油脂纤维沿轴承运转方向顺序排列,可以降低发热,并使轴承得到较好的润滑,从而使主轴电机正常运转。如果不磨合直接高速启动,由于润滑条件不好,就会产生噪音、刺耳的尖叫声、发热等现象,甚至会损伤轴承,降低使用寿命。当电机、维修后的电机开始使用时,或电机使用中出现扎刀的问题时或停机两天以上的时间重新使用时,必须进行磨合工作!主轴磨合基本程序主轴电机的磨合实际是非常讲究的,下面是一套主轴电机磨合的基本程序:故障排除措施:调整霍尔元件的安装位置,并用防松胶紧固,同时调整换刀参考点,更换主轴后端的定位键。山东国产跑合机
清洁所有部件,以除去污垢和杂质。浙江销售跑合机
2.近几年来,高速数控机床传动系统取消了带轮传动和齿轮传动,其通过一种电主轴将高速数控机床的主传动链的长度缩短为零,实现了机床的“零传动”,具体来说,电主轴是将机床主轴与电主轴电机融合的一种新技术,它的出现将主轴部件从机床传动系统中相对出来,使机床的设计进入新的篇章。3.电主轴由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置组成,因为将这么多的部件集成于一主轴内,所以电主轴的制造困难提升,而且电主轴对于高速数控机床来说是一个重要部件,高速数控机床的精度与电主轴的精度直接相关,故电主轴的检测尤为重要。浙江销售跑合机
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
上海静动平衡机制造有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.